«Флувис», «Вако-флувис» и «Суперфлувис» - композиционные материалы на основе фторопласта-4 (PTFE) и модифицированных углеродных волокон (modified carbon fibers).
Фторопластовые композиты серии «Флувис» предназначены для изготовления деталей ответственных узлов трения: уплотнительных элементов компрессорного и насосного оборудования, подшипников скольжения, шаровой запорной арматуры, которые эксплуатируются в воздушных и жидких средах, в том числе агрессивных в интервале температур от -200 до +280°С.
Данные материалы разработаны совместно с Институтом механики металлополимерных систем им. В.А. Белого НАН Беларуси. Производятся ОАО «ГМЗ» (г. Гродно, Республика Беларусь). Официальным эксклюзивным дилером ОАО «ГМЗ» с 2009 г. является ООО «СМ-Сервис».
По сравнению с аналогами из сталей, антифрикционных бронз, чугунов, пластмасс композиционные материалы группы «Флувис» обладают способностью обеспечивать эксплуатацию узлов трения в экстремальных условиях. Отличаются уникальной химической стойкостью, высокой термостойкостью, низким коэффициентом трения без смазки, высокой износостойкостью, отличными уплотнительными свойствами.
Разработанные композиты эффективно используются в качестве уплотнений поршневых компрессоров, работающих на природном газе (в т.ч. с примесью сероводорода и высших углеводородов), воздухе, азоте, аммиаке, водороде, синтез-газе, двуокиси углерода и др. при давлении до 35 Мпа и температуре газа до 180°C. При этом они работоспособны как в сухом режиме, так и с частичной смазкой. В статических уплотнениях и малоскоростных узлах трения (например, уплотнения шаровой арматуры) максимальные рабочие температуры могут достигать 280°С.
Композиты семейства «Флувис» выступают качественной альтернативой таким материалам как АФГМ, АФГ-80ВС, Ф4К20, Ф4К15М5, Ф4УВ15/20, «Флубон», «BARS» и их импортных аналогов, обеспечивая максимальный ресурс работы уплотнений при практически полном отсутствии износа сопряженного металлического контртела (шток, цилиндр). Они не уступают по своим рабочим характеристикам материалам Garlock (Германия) и SPL (Англия) при более низкой стоимости.
Композиты серии «Флувис» защищены патентами на изобретения Российской Федерации №№ 22669251, 2269550, 2266,8273, 2278875, 2266988, Беларуси №№ 8497, 9396, 8480, 9819, 8674. Торговая марка «Флувис» зарегистрирована в Национальном центре интеллектуальной собственности Беларуси (свидетельство №15045 от 14.10.1999 г.).
Выделяются три основные серии материала: • «Флувис»- базовый композиционный материал; • «Вако-Флувис»- оптимизирован для трения в сухих газах и вакууме; • «Суперфлувис»/«Суперфлувис+»- нанокомпозиты повышенной надежности для работы в особо сложных условиях эксплуатации.
«Флувис»ТУ РБ 03535279.071-99
Универсальный материал отличается высокими износостойкостью и термостойкостью, низким коэффициентом трения без смазки, уникальной химической стойкостью, отличными уплотнительными свойствами. Выпускается трех марок: «Флувис 10», «Флувис 20», «Флувис 30» и представляют собой композиционный материал на основе фторопласта-4 и модифицированного углеродного волокна (10, 20 и 30%).
«Вако-флувис»ТУ BY 400084698.165-2002
Предназначен для работы в узлах трения, работающих в вакууме и сухих газах. Он содержит в своем составе дисульфид молибдена (MoS2). Материал отличается высокой прочностью, износостойкостью, надежностью и долговечностью при работе в среде осушенных газов и вакууме. Выпускается двух марок: «Вако-флувис 15», «Вако-флувис 20».
«Суперфлувис»ТУ BY 400084698.178-2006
При получении композита «Суперфлувис» используются углеродные волокна, покрытые тонким фторполимерным покрытием, что обеспечивает увеличение площади контакта поверхности наполнителя и фторопластовой матрицы, улучшение их технологической совместимости и адгезионного взаимодействия. «Суперфлувис» обладает повышенными плотностью, теплопроводностью и упруго-прочностными свойствами, пониженным износом как самой детали, так и сопряженной поверхности при работе без смазки.
«Суперфлувис+»ТУ BY 400084698.280-2016
Надежен при работе в агрессивной среде и труднодоступных местах. Позволяет значительно увеличить ресурс ответственных узлов трения при практически полном отсутствии износа сопряженной поверхности. Преимущество нового материала обусловлено не только усовершенствованием технологического процесса изготовления (фторполимерное нанопокрытие углеродных волокон гораздо лучше обеспечивает адгезию с фторопластовой матрицей), но и новым подходом к входному контролю качества заготовок. Новые ТУ на материал предусматривают измерение плотности каждой заготовки, а не образцов (!) как у предыдущих аналогов, что повышает надежность материала и стабильность его свойств, а также позволяет проводить входной контроль непосредственно у потребителя. В зависимости от состава материал выпускается двух марок: «Суперфлувис 10+» и «Суперфлувис+».
Сравнительные показатели материалов семейства «Флувис» с Ф-4 и Ф4К20
Пролистайте таблицу вправо и вниз, возможно на Вашем экране она полностью не поместилась или откройте ее в отдельном окне.
Типоразмеры заготовок (втулки и стержни)
ВНИМАНИЕ! Размеры заготовок могут отличаться от заявленных: - по диаметрам ±3,5% - по высоте: нижнее поле допуска до 5%, верхнее поле допуска до 12%.
Максимальная высота заготовок - не более 80 мм (!) Из материала «Вако-флувис» - не более 70 мм (!)
• Антифрикционные композиционные материалы серии «Флувис» используются для высоконагруженных узлов трения. Они применяются при необходимости иметь более эластичный материал с меньшим коэффициентом трения при относительно меньших нагрузках.
• Материалы могут работать при криогенных температурах, например в контакте с жидким азотом и кислородом, а так же при температурах до 280°С. При этом в высокоскоростных узлах трения (скорость скольжения несколько м/с, например поршневые кольца или сальниковые уплотнения штоков компрессоров) рабочая температура среды не должна превышать 160°. Работа при больших температурах возможна, но при условии тщательного расчета зазоров и при снижении ресурса детали. В статических уплотнениях и малоскоростных узлах трения (например уплотнения шаровой арматуры) рабочие температуры могут достигать 260…280°С. При проектировании таких узлов необходимо тщательно учитывать расширение материала, его возможное выдавливание в щели и необратимую деформацию при остывании. Так как рассчитать необратимую деформацию материала и затекание в щели сложно, рекомендуется натурное моделирование узла и проведение многоциклового (не менее 10 циклов нагрев-охлаждение) испытание.
• При расчете деталей необходимо использовать физико-механические характеристики материалов при рабочих температурах. Их можно запросить у разработчиков композитов - ИММС НАН Беларуси.
• Антифрикционные композиционные материалы серии «Флувис» могут работать в контакте с практически любыми жидкими и газообразными средами (масло, нефть, природный газ, воздух, аммиак и т.п.). Исключение - сильные окислители: концентрированные азотная кислота, перекись водорода и т.п.
• Материалы допущены для изготовления деталей в пищевой и фармацевтической промышленности.
• Использовать материалы материалы серии «Флувис» при наличии абразивных частиц не рекомендуется.
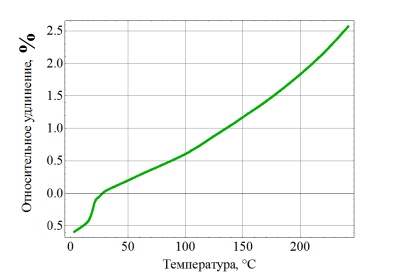
• При проектировании деталей из композитов серии «Флувис» следует учитывать их высокий коэффициент линейного расширения, в т.ч. разный в осевом и продольном направлении. Обязательно необходимо рассчитать размеры деталей при рабочей температуре и температуре изготовления. В связи с наличием фазового перехода во Фторопласте-4 при +19°С исходные размеры детали должны проектироваться с учетом температуры, при которой будет производится изготовление детали. Рекомендуемая температура изготовления деталей их композитов серии «Флувис» это +23°С. Температура, при которой изготавливается деталь, должна быть указана на чертеже. Ниже на рис. приведена типовая зависимость относительного удлинения образцов серии «Флувис» от температуры вдоль и поперек направления прессования заготовки. Так как КТЛР для Ф-4 не нормирован и для разных партий может отличаться на ±25%, то при проектировании особо ответственных деталей рекомендуется произвести измерение относительного удлинения образцов конкретной партии композита в требуемом температурном диапазоне и ввести соответствующую поправку в КД.
Рис. 1 Типовая зависимость относительного удлинения образцов серии «Флувис» от температуры вдоль и поперек направления прессования заготовки.
• Композиты серии «Флувис» практически не изнашивают контртело, разрабатывать детали ремонтных размеров не требуется.
• В качестве контртела при проектировании узла трения желательно использовать коророзионностойкие стали или покрытия. В противном случае на металлической поверхности возможно образование ржавчины, которая, действуя как абразив, приводит к катастрофическому износу композиционного материала. Продукты износа композитов серии «Флувис» не являются антикоррозионной защитой.
• Металлическая поверхность, с которой контактирует в зоне трения композит должна быть обработана до Ra = 0.8 или лучше.
• Из-за электропроводности на композитах серии «Флувис» невозможно образование статического электричества, что позволяет использовать их в деталях и изделиях, исполненных во взрывобезопасном исполнении.
Рекомендации по обработке:
• В большинстве случаев температура, при которой производится механическая обработка композитов серии «Флувис» должна составлять +23°С. При существенно других температурах в цеху необходимо по согласованию с конструктором скорректировать размеры детали. Обработка композитов при температуре 18…21°С крайне нежелательна, т.к. в этом диапазоне происходит фазовый переход фторопласта-4 и линейные размеры детали скачком изменяются на 0,5%.
• Для обработки композитов серии «Флувис» рекомендуется использование режущего инструмента из твердых сплавов группы К (вольфрамо-кобальтовые ВК) - ВК4, ВК6М (группа К10). Для черновых операций допустимы стандартные сплавы ВК6, ВК8. Применение резцов из КНБ целесообразно как на финишных, так и операциях точения с глубиной резания 1-2 мм при значении переднего угла заточки 5-100. Задний угол заточки 10-150 при укороченной заточке (увеличение угла через 1,5-2 мм от вершины и снятие материала корпуса резцовой вставки).
• Для твердосплавного инструмента назначаются: передний угол γ=15-200, главный задний угол α=22-280, вспомогательный задний угол α1=15-200. Радиус скругления вершины лезвия 0,1-0,25 мм. Округление режущих кромок - 0,05-0,1 мм. Рабочие поверхности требуют доводки после заточки до значений параметра шероховатости Ra менее 0,32 мкм. Заточку твердосплавных резцов выполнять алмазным кругом на связке В2-01 зернистостью 100/80 и менее. Переточку твердосплавного инструмента можно производить только по задней поверхности при отсутствии сколов на режущей кромке.
• Для инструмента из КНБ значение переднего угла заточки 5-100. Задний угол заточки 10-150 при укороченной схеме заточки. При установке резца контролировать отсутствие контакта обрабатываемого материала с корпусом резца со стороны задней вспомогательной поверхности.
• Рекомендуемые режимы резания: Твердосплавным резцом- V=3-8 м/с, t=0,2-1 мм, S=0,05-0,1 мм/об для финишных операций t=0,8-2 мм, и S=0,15-0,3 мм/об для черновых операций. Ожидаемая технологическая стойкость для финишных операций 12-15 минут. Резцы из КНБ (композиты 01, 10) - V=5-10 м/с, t= 0,2-1 мм, S= 0,05-0,1 мм/об. Ожидаемая технологическая стойкость для финишных операций 20-25 минут.
• При монтаже неразрезной детали допустимо её нагревание до температуры около 200°С или охлаждение в жидком азоте.
• При работе узла трения со смазкой в условиях знакопеременной нагрузки необходимо тщательно контролировать качество масла. Окисленное масло может начать растворять газ, чем вызвать кавитационное разрушение детали.
• В ходе эксплуатации недопустимо попадание в узел трения абразивных частиц, т.к. они внедряются в поверхность трения композита, что приводит к катастрофическому увеличению износа контртела.
Если у Вас есть какие-либо вопросы, что Вы можете их нам задать воспользовавшись данной формой обратной связи: Пожалуйста заполните все поля отмеченные звездочкой!